 Malay
Malay English
English Español
Español Português
Português русский
русский français
français 日本語
日本語 Deutsch
Deutsch Tiếng Việt
Tiếng Việt Italiano
Italiano Nederlands
Nederlands ไทย
ไทย Polski
Polski 한국어
한국어 Svenska
Svenska magyar
magyar বাংলা
বাংলা Dansk
Dansk Suomi
Suomi हिन्दी
हिन्दी Pilipino
Pilipino Türk
Türk Gaeilge
Gaeilge عربى
عربى Indonesia
Indonesia norsk
norsk اردو
اردو čeština
čeština Ελληνικά
Ελληνικά Українська
Українська Javanese
Javanese فارسی
فارسی தமிழ்
தமிழ் తెలుగు
తెలుగు नेपाली
नेपाली Burmese
Burmese български
български ລາວ
ລາວ Latine
Latine Қазақ
Қазақ Euskal
Euskal Azərbaycan
Azərbaycan slovenský
slovenský Македонски
Македонски Lietuvos
Lietuvos Eesti Keel
Eesti Keel Română
Română Slovenski
Slovenski मराठी
मराठी Српски
Српски 简体中文
简体中文 Esperanto
Esperanto Afrikaans
Afrikaans Català
Català עִברִית
עִברִית Cymraeg
Cymraeg Galego
Galego 繁体中文
繁体中文 Latvietis
Latvietis icelandic
icelandic יידיש
יידיש Беларус
Беларус Hrvatski
Hrvatski Kreyòl ayisyen
Kreyòl ayisyen Shqiptar
Shqiptar Malti
Malti lugha ya Kiswahili
lugha ya Kiswahili አማርኛ
አማርኛ Bosanski
Bosanski Frysk
Frysk ជនជាតិខ្មែរ
ជនជាតិខ្មែរ ქართული
ქართული ગુજરાતી
ગુજરાતી Hausa
Hausa Кыргыз тили
Кыргыз тили ಕನ್ನಡ
ಕನ್ನಡ Corsa
Corsa Kurdî
Kurdî മലയാളം
മലയാളം Maori
Maori Монгол хэл
Монгол хэл Hmong
Hmong IsiXhosa
IsiXhosa Zulu
Zulu Punjabi
Punjabi پښتو
پښتو Chichewa
Chichewa Samoa
Samoa Sesotho
Sesotho සිංහල
සිංහල Gàidhlig
Gàidhlig Cebuano
Cebuano Somali
Somali Точик
Точик O'zbek
O'zbek Hawaiian
Hawaiian سنڌي
سنڌي Shinra
Shinra հայերեն
հայերեն Igbo
Igbo Sundanese
Sundanese Lëtzebuergesch
Lëtzebuergesch Malagasy
Malagasy Yoruba
Yoruba














Hari ini, kita akan membincangkan cara memilih ketebalan dan mereka bentuk apertur apabila menggunakan stensil SMT.
Pemilihan Reka Bentuk Ketebalan dan Apertur SMT Stensil
Mengawal jumlah tampal pateri semasa proses pencetakan SMT ialah salah satu faktor kritikal dalam kawalan kualiti proses SMT. Jumlah tampal pateri secara langsung berkaitan dengan ketebalan templat stensil dan bentuk serta saiz apertur (kelajuan squeegee dan tekanan yang dikenakan juga mempunyai kesan tertentu); ketebalan templat menentukan ketebalan corak tampal pateri (yang pada asasnya adalah sama). Oleh itu, selepas memilih ketebalan templat, anda boleh mengimbangi keperluan tampal pateri yang berbeza bagi pelbagai komponen dengan mengubah suai saiz apertur dengan sewajarnya.
Pilihan ketebalan templat hendaklah ditentukan berdasarkan kepadatan pemasangan papan litar bercetak, saiz komponen dan jarak antara pin (atau bebola pateri). Secara umumnya, komponen dengan pad yang lebih besar dan jarak memerlukan lebih banyak tampal pateri, dan dengan itu templat yang lebih tebal; sebaliknya, komponen dengan pad yang lebih kecil dan jarak yang lebih sempit (seperti QFP dan CSP nada sempit) memerlukan kurang tampal pateri, dan dengan itu templat yang lebih nipis.
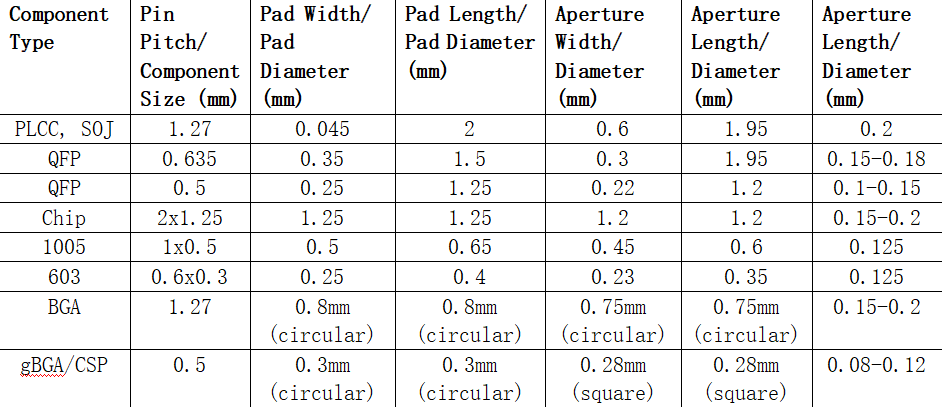
Pengalaman telah menunjukkan bahawa jumlah tampal pateri pada pad komponen SMT am hendaklah dipastikan sekitar 0.8mg/mm ² {9408, dan sekitar 0.5mg/mm ² untuk komponen nada sempit. Terlalu banyak boleh menyebabkan masalah seperti penggunaan pateri yang berlebihan dan penyambungan pateri, manakala terlalu sedikit boleh menyebabkan penggunaan pateri yang tidak mencukupi dan kekuatan kimpalan yang tidak mencukupi. Jadual yang ditunjukkan pada penutup menyediakan penyelesaian reka bentuk templat apertur dan stensil yang sepadan untuk komponen yang berbeza, yang boleh digunakan sebagai rujukan untuk reka bentuk.
Kami akan mempelajari pengetahuan lain tentang stensil SMT PCB dalam baharu seterusnya.
